

 cn
cn沙井水质净化厂是深圳市第二座“半地下式”水质净化厂,该工程规模为35万吨/天,采用改良型a2/o工艺,出水水质执行一级a标准,主要解决宝安区沙井、松岗南部区域69平方公里的污水出路。
cet遵循“集中管理,分散控制”的原则,在深圳市沙井水质净化厂二期的中央控制系统现状基础上进行提标改造。
全厂自控系统设有 1 座中央控制室并新增 9 座现场控制站。
现场控制层根据工艺流程分为进水泵房监控主站(plc1)、污水泵房监控主站(plc2、plc3、plc4、plc5)、鼓风机房及配电间监控主站(plc6)、污水脱水间监控主站(plc7)、沉淀池及滤池监控主站(plc8)、加药间监控主站(plc9)。
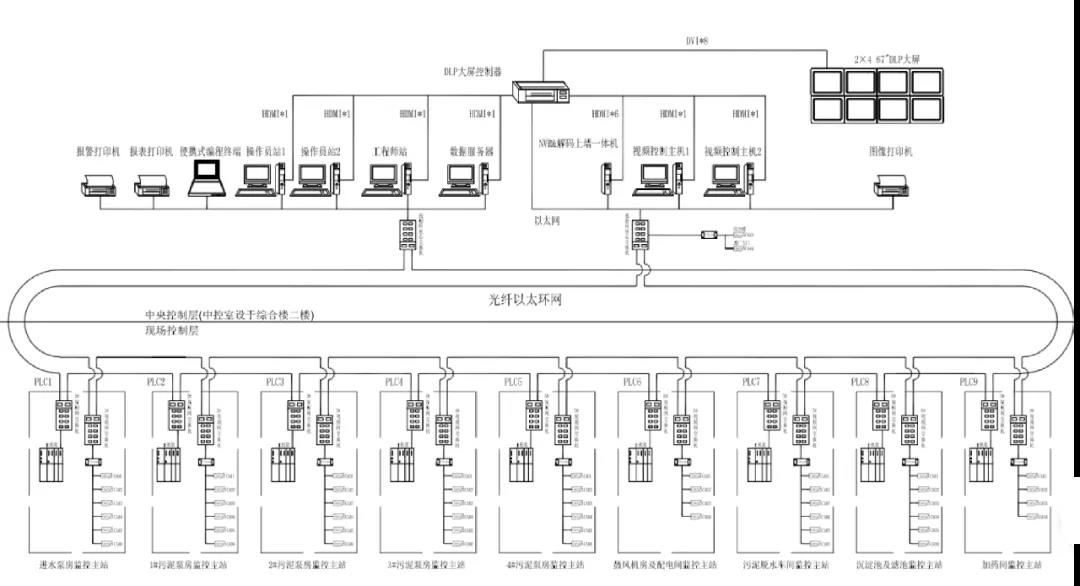
plc监控主站与远程站之间通过工业以太网tcp/ip环网通讯,传送现场信号和下达控制指令。
通过cet智慧水务一体化尊龙凯时·中国官方网站的解决方案实现自控系统的融合,整合集中生产数据,达到统一的集中控制与运行管理,保障水质净化厂稳定和高效的运行并实现其现代化的生产管理。
01 plc控制站增容改造
在原有plc控制站基础上采用分布式集散型计算机控制系统进行plc增容改造。
在1#-4#污水泵房控制站、精密滤池子站、沉淀池及滤池控制站、进水泵房控制站等新设或增设io子站,负责新增生化池、新增精密滤池、新增磁混凝澄清池、增石灰加药等设备的自控和数据采集。
各远程io子站为同级站,通过通讯电缆接入主控制站,同级主控站组成环形以太网接入污水厂中心控制室。
例如生物池新增电磁流量计、超声波明渠流量计、推流器、电动球阀等设备,新增设备的状态和控制信号引至新增生化池io子站。
二沉池新增三叶罗茨鼓风机、电磁阀等设备,新增设备的状态和控制信号引至原有plc控制柜。
......
使生产过程中的信息能够集中管理,既能实现整体操作、管理和优化,也使得控制危险分散,提高系统可靠性。
02 建设现场监控系统
cet在原来系统上二次开发满足本次的工艺需求,对新增工艺流程重新制作三维立体组态画面,与原有系统整合一体,完成净化厂自动控制和生产的管理。
主要功能包括:调度管理、生产监视、过程控制、数据管理、报警管理、事件处理、报表及打印输出等。

实现集中监视、管理、控制整个净化厂的全部生产过程和工艺流程,在工艺故障或事故状态时,能够完成相应的应急处置,让生产调度更透明、更灵活、更高效。. . . . . .
未来,cet也将继续深耕水务行业,助力客户探索更加智慧、绿色的水务发展,助力企业实现数字化转型,用数字化加速实现“双碳”目标!



